
85 Years of Reliable Produce Solutions
When you need reliability, we are fiercely dependable. They are words we live by, and they reflect our unparalleled commitment to customer service. That’s because McEntire is dedicated to continuous improvement and building on our reputation as the go-to provider for innovative and sustainable fresh produce solutions.

Sustainability
We have made a firm commitment to being an industry leader in providing fresh, sustainable produce solutions for our customers, the environment and our people. One key component of that is our revolutionary, IPH-validated wash system and water conservation technology called Simply Clean®.
Raise Your Bar
Whether we’re preparing and delivering fresh cut, repacked, wholesale or retail produce, we care about our customers and work with them to develop products and services that meet the most stringent specifications. That’s because we’re driven to exceed expectations and make sure product is delivered on time, as ordered. After all, we believe providing consistently safe, high-quality fresh produce through sustainable practices instills trust and gives our customers peace of mind.
For more information and product details, email us at sales@mcentireproduce.com, or call 803.744.2855.

Food Safety
McEntire Produce is a leader in food safety and product quality. From pioneering electronic optic sorters, to our revolutionary Simply Clean® wash system, we work continuously to exceed industry standards and deliver on our commitment to provide the safest, highest quality produce to our customers. We are a BRC Global Standards AA Certificate holder.

Our Fleet
One of the biggest advantages of using McEntire is our ability to handle and process everything we offer under one roof. In addition, we also operate our own fleet of 40+ fuel-efficient, California Certified Clean Idle tractors, and 60 refrigerated trailers. That means we can control delivery cycles, unlike common carriers that may not be readily available for pick-up and delivery when needed. Plus, each trailer is equipped for remote temperature monitoring and location tracking in real time. All these assets allow us to provide exceptionally dependable service.

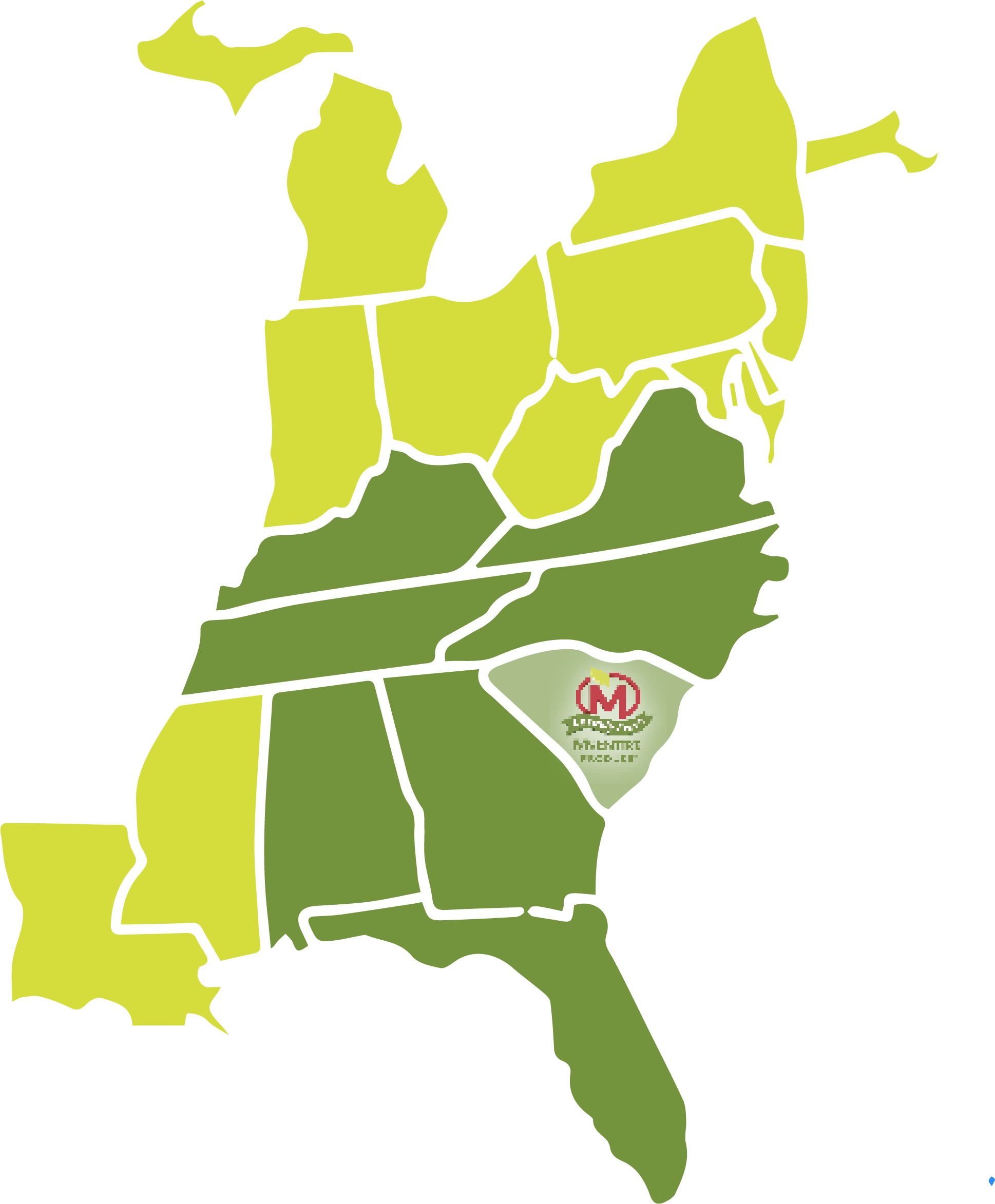
Distribution
With our own fleet of tractors and refrigerated trailers, not only can we track deliveries in real time, but we can also distribute produce within our delivery area in just 24 to 48 hours.
Daily Service
- Alabama
- Florida
- Georgia
- Kentucky
- North Carolina
- South Carolina
- Virginia
Additional Service
- District of Columbia
- Delaware
- Indiana
- Louisiana
- Maryland
- Massachussets
- Michigan
- Mississippi
- New Jersey
- New York
- Ohio
- Pennsylvania
- West Virginia
Our Story
In the late 1930s and early 1940s, R.C. McEntire established McEntire Produce as a tomato repacking company. In 1951, and with the move of the Columbia State Farmers’ Market to Bluff Road, McEntire Produce became one of the market’s original sellers.
R.C. “Buddy” McEntire Jr. eventually assumed leadership and gradually expanded operations in 1972, beginning with only three coolers, a 28-foot truck, one tomato line and one employee. As the business expanded, he sold and delivered to restaurants and other retail markets before transitioning into selling a range of vegetables.

About 20 years later, and as restaurants and restaurant chains were expanding, Buddy, and his son Carter, began to provide more innovative and comprehensive services. This includes creating the revolutionary, food safety, single-pass spray-wash technology Simply Clean® in 2016.
Today, McEntire is a 170,000-square-foot processing facility that offers a full-line of produce products and innovative services, including a fleet of 40+ tractors and 60 refrigerated trailers. And, sticking to its roots, McEntire remains a tomato re-packer.


85
Years of dedicated service

Awards and Recognitions
We are proud to be recognized by our peers for our achievements in areas such as reliability and food safety. Below are a few of the awards in which we take the most pride.
- YUM! Supplier of The Year and Star Awards as a high-performing and reliable contingency supplier
- British Retail Consortium (BRC) Global Standards AA Certificate – the BRC’s highest award for safety, quality and operational excellence.
- McDonald’s Elevating the Arches – a prestigious award that recognizes McDonald’s supplier for stand-out actions.
